Miller Electric Blue Star 6000 Owner's Manual Page 43
- Page / 54
- Table of contents
- TROUBLESHOOTING
- BOOKMARKS
- Blue Star 6000 1
- From Miller to You 2
- TABLE OF CONTENTS 3
- 1-1. Symbol Usage 5
- 1-2. Arc Welding Hazards 5
- 1-3. Engine Hazards 6
- 1-6. EMF Information 8
- UTILISATION 9
- OM-488 Page 6 10
- UNE REMORQUE QUI BASCULE peut 11
- LE RAYONNEMENT HAUTE FRÉ 12
- LE SOUDAGE À L’ARC risque de 12
- SECTION 2 – DEFINITIONS 13
- SECTION 3 – SPECIFICATIONS 13
- 3-3. Fuel Consumption 14
- 3-4. Duty Cycle 14
- 3-5. Auxiliary Power Curves 15
- 3-6. Volt-Ampere Curves 16
- SECTION 4 – INSTALLATION 17
- 4-4. Engine Prestart Checks 18
- To improve cold weather 18
- ST-802 095 / Ref. S-0756-D 19
- Ref. 495 126 / 495 178 19
- S-0007-E 19
- SECTION 7 – MAINTENANCE 24
- ENGINE MAINTENANCE 25
- 7-4. Adjusting Engine Speed 26
- SECTION 8 – TROUBLESHOOTING 27
- C. Engine 28
- OM-488 Page 25 29
- OM-488 Page 26 30
- OM-488 Page 27 31
- OM-488 Page 28 32
- 10-1. Selecting Equipment 33
- ST-800 576-B 34
- Ref. ST-800 396-A / S-0625 37
- S-0405-A 38
- 11-1. Stick Welding Procedure 40
- S-0053-A 42
- S-0052-B 42
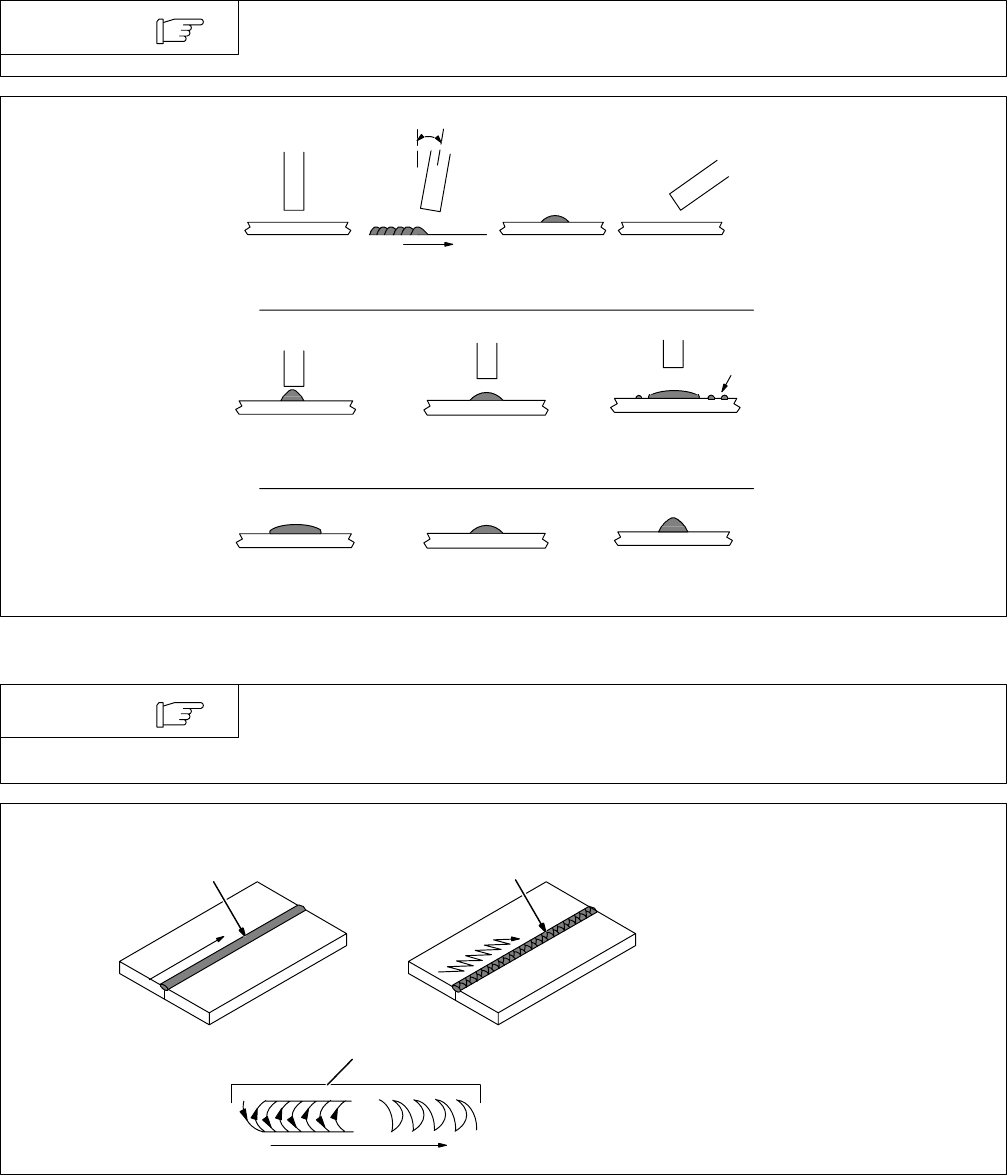
- S-0054-A 43
- 11-10. Butt Joints 44
- 11-11. Lap Joint 44
- 11-12. Tee Joint 44
- 11-13. Weld Test 45
- SECTION 12 – PARTS LIST 48
- OM-488 Page 45 49
- Hardware is common and 50
- OM-488 Page 47 51
- OM-488 Page 48 52
- Effective January 1, 2000 53
- Resources Available 54
- Owner’s Record 54
Related products and manuals for Welding System Miller Electric Blue Star 6000
 (8 pages)
(8 pages)© 2020, manymanuals.com. All rights reserved. | 0.038 s |
 Manymanuals.com
Manymanuals.com
 Manymanuals.de
Manymanuals.de
 Manymanuals.fr
Manymanuals.fr
 Manymanuals.it
Manymanuals.it
 Manymanuals.pl
Manymanuals.pl
 Manymanuals.cz
Manymanuals.cz
 Manymanuals.es
Manymanuals.es
 Manymanuals-pt.com
Manymanuals-pt.com
Comments to this Manuals